
Chưa có sản phẩm trong giỏ hàng.
GIA CÔNG CƠ KHÍ
Dụng cụ đo cơ khí chính xác
TIN KỸ THUẬT
Dụng cụ đo cơ khí chính xác
Đối với ngành công nghiệp cơ khí, để có thể kiểm tra được chính xác các chi tiết trong quá trình gia công, nhà sản xuất sẽ áp dụng phương pháp đo lường cơ khí. Bài viết ngày hôm nay, chúng tôi sẽ cùng các bạn khám phá về phương pháp và dụng cụ đo kiểm hiệu quả trong cơ khí.
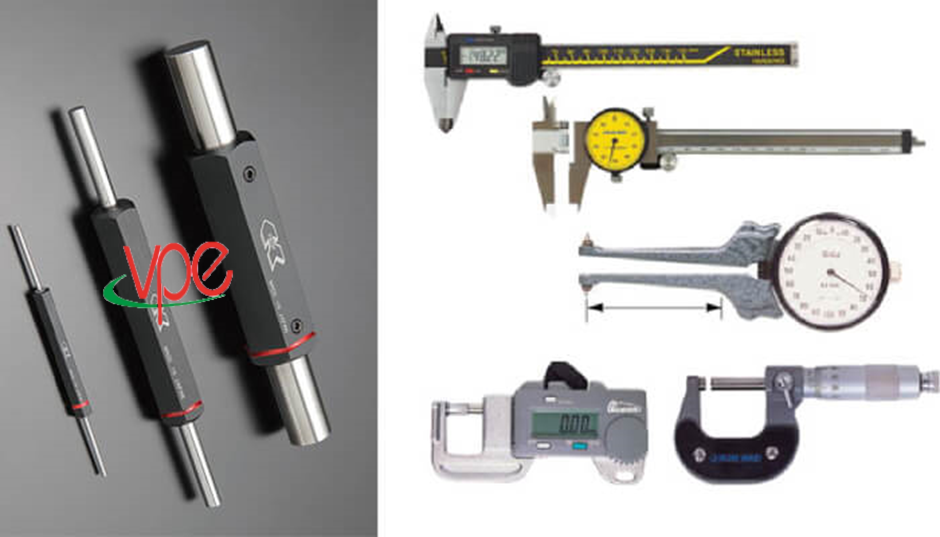
Trong ngành cơ khí, có rất nhiều các loại dụng cụ đo lường khác nhau. Trong đó một số sản phẩm như thước lá, thước cặp, panme, đồng hồ so, căn mẫu…giúp đảm bảo độ chính xác cao. Dưới đây là một số dụng cụ đo cơ khí chính các trong gia công cơ khí được ứng dụng rộng rãi hiện nay:
- Thước cặp
Thước cặp đo được các kích thước dài như: chiều dài, chiều rộng, chiều cao, chiều sâu, đường kính. Thước cặp du xích 1/10 thường được dùng để kiểm tra những kich tà ác chính xác thấp thước cặp 120, 150 thường dùng kiểm tra các kích thước tương độ chính xác. Thước cặp đồng hồ, thước cập hiện số có giá trị vạch chia tới 0,01 mm dùng để đo các kích thước có độ chính xác cao.

Hình 1 Thước cặp đồng hồ
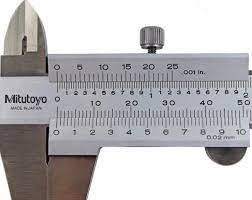
Hình 2 Thước cặp du xích

Hình 3 Thước cặp điện tử
Thước cặp hay còn gọi là thước kẹp, là dụng cụ dùng để đo kích thước đường kính bên trong, đường kính bên ngoài của vật thể với độ chính xác cao và thao tác sử dụng đơn giản.
Thước cặp được cấu tạo gồm: hàm trên và hàm dưới và một núm giữ nhỏ trên thước giúp người dùng dễ dàng khoá vị trí của thang đo để đọc kết quả đo dễ dàng
Thước cặp cơ khí gồm một thang đo chính được tính bằng mm hoặc inch và một thang vernier trượt được gắn vào hàm di động
Khi đo một vật thể, kích thước của cuối cùng sẽ được đọc dựa trên công thức:
- Kích thước = Kết quả thang đo chính + (Tỷ lệ trên thang Vernier x tỷ lệ sai số của thước)
Nhược điểm của thước cặp là độ chính xác sẽ phụ thuộc vào kỹ năng và thị lực của người đo.
Ngày nay, với sự phát triển của khoa học-công nghệ, thước cặp còn được phát triển với màn hình kỹ thuật số và dạng đồng hồ. Với sự phát triển này, sẽ làm giảm đi sự phức tạp của việc lựa chọn sự trùng khớp của thang đo chính và thang đo Vernier hay những công thức tính toán số học. Tuy nhiên, 2 loại này lại có giá thành khá cao nên vẫn chưa được người dùng lựa chọn sử dụng nhiều.
- Pan-me đo ngoài
Pan – me đo ngoài dùng để đo các kích thước chiều dài, chiều rộng, độ dày, đường kính ngoài của chi tiết.

Panme được cấu tạp gồm các bộ phận chính:
- Khung chữ U
- Ống lót
- Du xích
- Núm vặn
Cách sử dụng Panme: Dùng núm vặn xoay theo chiều ngược chiều kim đồng hồ sao cho hai đàu đo chạm khít vào vật đo và núm phát ra tiếng kêu ” tách “. Sau đó, kết quả đo sẽ được hiển thị trên ống lót và thước phụ. Kết quả đo sau cùng sẽ được tính toán theo công thức sau:
- Kết quả thực = kết quả đo trên ống lót + ( kết quả trên thước phụ x tỷ lệ sai số)
Panme được phân thành nhiều loại như panme điện tử, panme cơ khí,…Panme điện tử thường được người dùng lựa chọn sử dụng bởi sự tiện lợi vì kết quả đo sẽ hiển thị trên màn hình LCD và trong trường hợp hết pin thì người dùng vẫn có thể thực hiện đo và đọc kết quả như sử dụng panme cơ.
Người ta còn chế tạo pan – me có phần thước phụ các vạch nằm ngang trên ống bao thước chính dùng để đọc trị số phần ngàn mm. Đọc kết quả phần nguyên, và phân thập phân đến hàng chục mm như pan – me thông thường. Trên tang quay ta sẽ tìm được một vạch bất kỳ trùng với một vạch nằm ngang trên ống bao. Từ đó đọc được giá trị phần ngàn mm.
- Pan-me đo trong
Pan – me đo trong cùng để đo đường kính lỗ chiều rộng rãnh từ 50 mm trở lên. Để mở rộng phạm vi đo, mỗi pan-me bao giờ cũng kèm theo những trục nối có độ dài khác nhau. Cách đọc trị số pan – me đo trong cũng giống như đo ngoài. Nhưng cần chú ý, khi pan – me có lắp thêm trục nối thì kết qủa đo bằng trị số đọc trên pan – me cộng thêm chiều dài trục nối.

- Pan-me đo chiều sâu
Pan – me đo sâu dùng để đo cũng chiều sâu của rãnh, lỗ bậc hoặc bậc thang. Cấu tạo của pan – me đo sâu cơ bản cũng giống pan – me đo ngoài. Chỉ khác thân 1 thay bằng cân ngang có mặt đáy dùng để đo.

- Đồng hồ so
Đồng hồ so được dùng nhiều trong việc kiểm tra sai lệch hình dạng hình học của chi tiết gia co6nh như độ côn, độ cong, độ ô van… đồng thời kiểm tra vị trí tương đối giữa các chi tiết lắp ghép với nhau hoặc giữa các mặt trên chi tiết như độ song song, độ vuông góc, độ đảo, độ không đồng trục… Đồng hồ so còn được dùng trong việc kiểm tra hàng loạt kích thước chi tiết bằng phương pháp so sánh.

Đồng hồ so
Đồng hồ so kiểu trụ trượt là loại phổ biến nhất. Mặt lớn của đồng hồ chia ra 100 vạch ; thường giả trị một vạch bằng 0 , 01 min. Khi kim lớn quay hết 1 vòng, lúc đó kim nhỏ quay đi 1 vạch. Vậy giá trị mỗi vạch trên mặt số nhỏ là 1mm. Khoảng cách di chuyển của thanh đo điển hình là từ 8 – 20mm
Đồng hồ so kiểu trụ trượt phía sau được dùng khi việc đọc số gặp khó khăn nếu dùng loại trụ trượt thông thường. Thanh đo dịch chuyển trong phạm vi khoảng 3mm. Một số loại đồng hồ so chính xác cao có giá trị vạch chia là 0,002 hoặc 0,001…
Các đồng hồ sử dụng kiểu trụ trượt hiện đại dùng màn hình hiển thị số cho phép đọc số trực tiếp (theo hệ inch hoặc mm)
Do sử dụng hệ thống đòn bẩy nến đồng hồ so kiểu cân có phạm vi đo không lớn như kiểu trụ trượt, thường là 0,5 mm hoặc 0,8 mm. Vạch chia cua đồng hồ thường là 0,01 hoặc 0,005 mm.
Đồng hồ đo lỗ về nguyên lý cấu tạo tương tự đồng hồ đo ngoài. Nhưng ở đồng hồ đo là có hai đầu đo, một đầu cố định, một đầu di động, ngoài ra đầu đo còn có cơ cấu định tâm để xác định cho đồng hồ đo đúng vị trí đường kính lỗ.
- Căn mẫu
Căn mẫu là một loại mẫu chuẩn về chiều dài, có độ chính xác cao, thường được dùng khi kiểm tra các chi tiết, dụng cụ đo chính xác, máy đo, điều chỉnh máy khi gia công các chi tiết chính xác.
Căn mẫu có dạng hình hộp chữ nhật có hai mặt đo phẳng, song song. Kích thước đo của căn mẫu là khoảng cách hai điểm giữa của hai mặt đo.
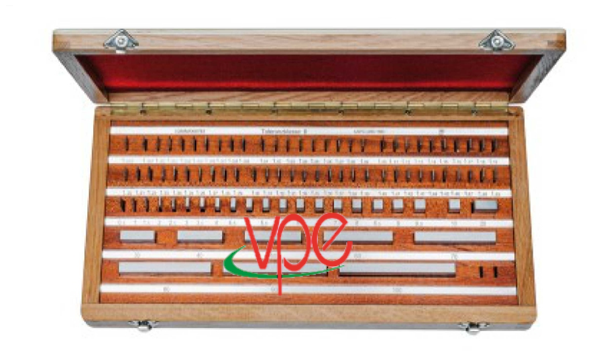
Căn mẫu thường được chế tạo thành từng bộ theo tiêu chuẩn, mỗi bộ có nhiều miếng. Số miêng của mỗi bộ tùy thuộc vào từng hãng sản xuất. Các bộ được đánh dấu bởi con số chỉ số miếng theo sau chữ M (hệ mét) , sau đó là số 1 hoặc 2. Số 1 hoặc 2 này chỉ loạt miếng dựa trên l mm hoặc 2 mm.
Các miếng căn mẫu có thể được ghép với nhau thành kích thước cần đo.
Khi chọn các miếng căn mẫu để ghép với nhau thành kích thước cần thiết, cần đảm bảo dùng số căn ít nhất và phải chọn từ những miếng căn có kích thước phần thập phân nhỏ nhất trở đi
Trên đây là bài viết về giới thiệu về các dụng cụ đo lường trong cơ khí chính xác. Hy vọng qua bài viết của mình các bạn sẽ áp dụng tốt trong công việc.
Công ty TNHH Kỹ Thuật Vinh Phát ( VPE )
Địa chỉ: 73A Hoàng Diệu 2, Phường Linh Trung, Thành phố Thủ Đức, TP.HCM
ĐT: 0888 44 88 99 (Mr Vương) – 0978 63 73 78 (Ms Mi) – 0909 63 73 78 (Ms Vì)
Email : Info@khaiphat.com.vn – vuong@khaiphat.com.vn
Website: https://khaiphat.com.vn/
