
GIA CÔNG CƠ KHÍ
Gia công bằng tia lửa điện (Xung điện EDM)
TIN CHUYÊN NGÀNH
Gia công bằng tia lửa điện (Xung điện EDM)
Tìm hiểu thêm về gia công tia lửa điện (EDM) và các loại EDM khác nhau có sẵn trong hướng dẫn giới thiệu của chúng tôi. EDM là một quy trình sản xuất phi truyền thống sử dụng năng lượng nhiệt để loại bỏ vật liệu khỏi phôi đối lập với lực cơ học. Các kỹ sư thường chuyển sang sử dụng EDM khi các quy trình gia công như phay và tiện CNC không thể tạo ra đường cắt mong muốn, ví dụ như khi có các góc sắc nhọn bên trong hoặc một hốc đặc biệt sâu.
Hệ thống gia công tia lửa điện (Electrical Discharge Machining -EDM) bao gồm có hai bộ phận chủ yếu: máy công cụ và nguồn cung cấp điện. Máy công cụ gắn điện cực định hình (đóng vai trò là dao) và điện cực tiến tới bề mặt chi tiết gia công sinh ra một lỗ chép hình hình dạng của dụng cụ. Nguồn năng lượng cung cấp sản sinh ra một tần số cao, tạo ra một loạt tia lửa điện giữa điện cực và bề mặt chi tiết và bóc đi một lớp kim loại bởi sự ăn mòn của nhiệt độ và sự hóa hơi.

- Nguyên lý gia công
Trong quá trình gia công, dụng cụ và chi tiết là hai điện cực, trong đó dụng cụ là catốt, chi tiết là anốt của một nguồn điện một chiều có tần số 50 – 500kHz, điện áp 50 – 300V và cường độ dòng điện 0,1 – 500A. Hai điện cực này được đặt trong dung dịch cách điện được gọi là chất điện môi. Khi cho hai điện cực tiến lại gần nhau thì giữa chúng có điện trường. Khi điện áp tăng lên thì từ bề mặt cực âm có các điện tử phóng ra, tiếp tục tăng điện áp thì chất điện môi giữa hai điện cực bị ion hóa làm cho chúng trở nên dẫn điện, làm xuất hiện tia lửa điện giữa hai điện cực. Nhiệt độ ở vùng có tia lửa điện lên rất cao, có thể đạt đến 12.000oC, làm nóng chảy, đốt cháy phần kim loại trên cực dương. Trong quá trình phóng điện, xuất hiện sự ion hóa cực mạnh và tạo nên áp lực va đập rất lớn, đẩy phoi ra khỏi vùng gia công. Toàn bộ quá trình trên xảy ra trong thời gian rất ngắn từ 10-4 đến 10-7s. Sau đó mạch trở lại trạng thái ban đầu và khi điện áp của tụ được nâng lên đến mức đủ để phóng điện thì quá trình trên lại diễn ra ở điểm có khoảng cách gần nhất.
Phôi của quá trình gia công là các giọt kim loại bị tách ra khỏi các điện cực và đông đặc lại thành những hạt nhỏ hình cầu. Khi các hạt này bị đẩy ra khỏi vùng gia công, khe hở giữa hai điện cực lớn lên, sự phóng điện không còn nữa. Để đảm bảo quá trình gia công liên tục, người ta điều khiển điện cực dụng cụ đi xuống sao cho khe hở giữa hai điện cực là không đổi và ứng với điện áp nạp vào tụ C.
- Phân loại gia công
Tùy theo tính chất của công việc, các thiết bị gia công tia lửa điện đucợ chia thành 6 nhóm sau:
- Máy gia công lỗ.
- Máy khoan lỗ nhỏ.
- Máy mài theo hình dáng.
- Máy mài dụng cụ.
- Máy cắt đứt.
- Máy gia công khuôn mẫu.
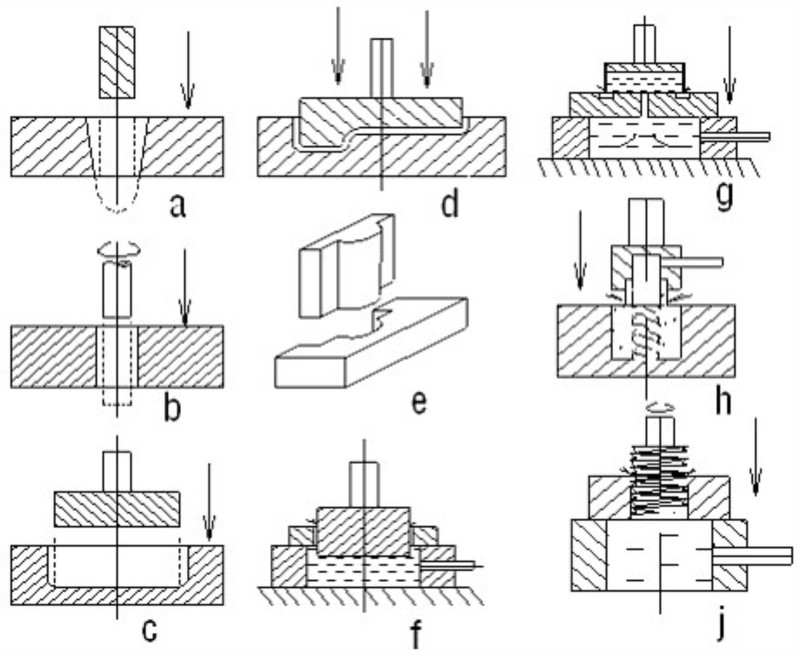
Phổ biến nhất là máy gia công lỗ, ứng dụng để gia công lỗ có đáy hoặc lỗ suốt. Đặc trưng của máy là điện cực chuyển động thẳng để ăn sâu vào chi tiết, trên một số thiết bị có thể phối hợp điện cực có thể chuyển động thẳng với chi tiết quay, hoặc chi tiết quay mà điện cực chuyển động thẳng. Có nhiều phương án để hình thành những bề mặt khác nhau mà người ta thiết kế ra những thiết bị phù hợp với chúng. Trong số đó, chúng tôi xin giới thiệu dưới đây một vài máy có sự tổ hợp nhiều loại chuyển động, với lưu ý răng không phải máy nào cũng thích ứng với mọi việc được thực hiện bởi các quy trình động tác khác nhau.
Máy EDM dùng điện cực thỏi còn được gọi là máy xung định hình. Điện cực trên máy này có dạng thỏi được chế tạo sao cho biên dạng của nó giống với bề mặt cần gia công. Máy này có thể được điều khiển bằng tay, ZNC hay CNC. Loại điều khiển bằng tay có độ chính xác kém nên hiện nay ít dùng.
- Dụng cụ gia công tia lửa điện
Trong gia công tia lửa điện, dụng cụ điện cực đóng vai trò cực quan trọng vì độ chính xác gia công một mặt phụ thuộc vào độ chính xác của điện cực. Điện cực thường được gia công bằng các phương pháp: Cắt gọt, đúc chính xác, ép, phun kim loại, mạ điện phân… Vật liệu làm điện cực phải đảm bảo các yêu cầu:
- Có tính dẫn điện tốt.
- Nhiệt lượng riêng lớn.
- Có nhiệt độ nóng chảy cao.
- Có tính dẫn nhiệt tốt.
Vật liệu làm điện cực thường là đồng đỏ, đồng thau, bạc hay kẽm.
Khi gia công bằng tia lửa điện hình dáng và điện cực được sao chép qua vật gia công. Điều này chỉ có thể gần đúng vì điện cực bị hao mòn, vì vậy một phần việc quan trọng nhất khi thiết kế công nghệ là xác định kích thước của điện cực.
Trường hợp gia công lỗ sâu, dài thì gắn điện cực trên thanh dẫn và từng giai đoạn thay đổi trên điện cực. Ưu điểm là dễ súc rửa, dễ chỉnh, có thể thay điện cực gia công thô và gia công tinh.
- Dung dịch gia công tia lửa điện
Với sự hiện diện của chất lỏng cách điện trong vùng gia công thì sự phóng điện được thực hiện theo một kênh xác định rõ và ổn định làm cho năng lượng tập trung tốt và được dùng với hiệu suất cao để bóc vật gia công.
Nhiệm vụ thứ hai của chất lỏng gia công là lấy các chất cặn sinh ra trong vùng gia công và đem chúng đi nơi khác. Để thực hiện tốt nhiệm vụ này, chất lỏng phải có độ lỏng tốt. Chất lỏng phải đạt được các yêu cầu như sau:
- Độ cách điện cao.
- Dẫn nhiệt tốt.
- Chất lỏng phải trung tính về hóa học, không phá hủy điện cực, chi tiết gia công và các chi tiết máy.
- Có độ nhớt nhỏ.
- Không có mùi khó chịu, không khí độc, nhiệt độ cháy đủ cao để không nguy hiểm.
- Có khả năng phục hồi nhanh sau khi bị đánh thủng vì tia lửa điện.
- Chất lỏng phải duy trì được tính chất của nó càng lâu càng tốt trong mọi điều kiện gia công.
- Dễ tìm và giá thành hợp lý.
- Điểm nổ cao và sản phẩm do phân hủy nhiệt không gây độc hại.
- Ưu và nhược điểm
Ưu điểm
- Gia công được các loại vật liệu có độ cứng tùy ý.
- Điện cực có thể sao chép hình dạng bất kì, chế tạo và phục hồi các khuôn dập bằng thép đã tôi.
- Chế tạo các lưới sàn, rây bằng cách gia công đồng thời các lỗ bằng những điện cực rất mảnh.
- Gia công các lỗ có đường kính rất nhỏ, các lỗ sâu với tỉ số chiều dài trên đường kính lớn.
- Do không có lực cơ học nên có thể gia công hầu hết các loại vật liệu dễ vỡ, mềm… mà không sợ bị biến dạng.
- Do có dầu trong vùng gia công nên bề mặt gia công được tôi trong dầu.
Nhược điểm
- Phôi và dụng cụ (điện cực) đều phải dẫn điện.
- Vì tốc độ cắt gọt thấp nên phôi trước gia công EDM thường phải gia công thô trước.
- Do vùng nhiệt độ tại vùng làm việc cao nên gây biến dạng nhiệt.
Bài viết trên tôi đã giới thiệu đến các bạn về phương pháp gia công bằng tia lửa điện. Mong rằng bài viết của tôi đã giúp bạn có thêm nhiều kiến thức về phương pháp gia công này.
Công ty TNHH Kỹ Thuật Vinh Phát ( VPE )
Địa chỉ: 73A Hoàng Diệu 2, Phường Linh Trung, Thành phố Thủ Đức, TP.HCM
ĐT: 0888 44 88 99 (Mr Vương) – 0978 63 73 78 (Ms Mi) – 0909 63 73 78 (Ms Vì)
Email : Info@khaiphat.com.vn – vuong@khaiphat.com.vn
Website: https://khaiphat.com.vn/
